滚动信息2
发布时间:2026-04-30 19:43:57
摘要:【背景和目的】在烤烟定级时对烟叶进行处理,降低烤烟中非烟物质混入量。【方法】以设计一种过滤装置为研究方向,对普通分级桌进行了优化,并比较了不同改造方式、滤网材质、滤网孔径过滤非烟物质的效果。【结果】(1)制作新型过滤单元替换原有桌面,可最大程度利用原有框架降低制作成本,结构强度高,可使用年限长。(2)304不锈钢薄壁管正交试验测得最佳工艺参数为焊接电流82A、脉冲宽度2.2ms、脉冲频率22 Hz,抗拉强度为579 Mpa,在大气、轻度腐蚀介质等一般环境中腐蚀速率小于0.01mm/年,耐蚀度高,适宜用作滤网材质。(3)8×8cm滤网孔径的非烟物质过滤率为95.67%。结果表明,采用8×8 cm孔径制作的滤网,效果优于3.6×3.6cm及2.5×10cm孔径。
0 引言
烟叶原料中的非烟物质分三类:生物体有机类(杂草、烟茎等)、无机物或非人工合成有机物(金属、石块等)、人工合成类(编织袋、塑料制品等)。国内外对非烟杂物控制严格,不含聚(氯)乙烯类杂物,其他类控制在 0.00665% 以内[1]。为此,楚雄州烟草公司禄丰分公司研制出分级过程用的非烟物质过滤装置,将分级桌桌面换成不锈钢滤网,可同步过滤非烟物质,降低人工成本、提高效率。
1问题分析
1.1定级员挑捡出非烟物质时间较长
当前烟叶收购过程中普遍使用的普通分级桌没有过滤非烟物质的功能,需助收人员人工挑拣非烟物质,通过调查发现,定级员定级烟叶时,每定级100公斤烟叶需耗时大约30分钟,其中检查及挑选非烟物质的时间平均占3.05分钟,存在延长定级时间,降低收购效率的问题。
1.2非烟物质混入量较多
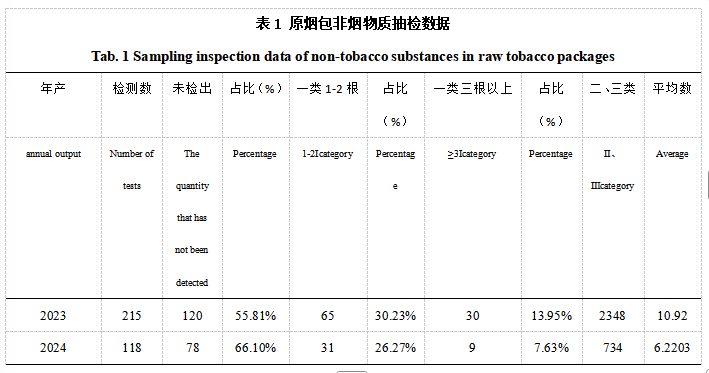
近年来,原烟包中非烟物质掺杂问题持续引发关注。根据2023年及2024年的抽检数据(表1),尽管检测标准和流程可能有所优化,但非烟物质的存在仍呈现复杂态势。
2023年共检测215批次原烟包,其中未检出非烟物质的占比为55.81%。然而,在检出样本中,问题尤为突出:
(1)一类非烟物质:检出“1-2根”的占比达30.23%,“三根以上”的占比13.95%,两者合计占比44.18%,接近半数检出样本存在此类问题;
(2)二、三类非烟物质总量高达2348根,平均每批次检出10.92根。这一数值表明,即便部分批次未检出,实际掺杂的非烟物质总量仍处于高位,可能对烟草品质及安全性造成显著影响。
2024年问题解决的情况并不理想,隐患仍存。2024年检测批次减少至118个,未检出比例提升至66.10%,但关键指标仍不容乐观:1.一类非烟物质检出率虽有所下降(“1-2根”占比26.27%,“三根以上”占比7.63%),但两类合计占比33.9%,意味着每3个检出批次中仍有1批次存在一类物质掺杂风险;2.二、三类非烟物质总量为734根,平均每批次6.22根。尽管平均数较2023年下降43%,但总量仍处于高位,且单批次高值风险未被完全排除。
故我们认为需要找到一种在分级过程中可以自动滤除非烟物质的装置。要减少非烟物质混入量,提高定级过程中非烟物质分离的效率,可以从非烟物质过滤装置方面进行创新。
2材料与方法
2.1 设计概况
通过对烟叶收购流程中非烟物质混入问题的分析,开发一种新型非烟物质过滤装置,将原有分级桌桌面进行改造或更换。将尺寸大小合适的改造后桌面或新型过滤单元直接放到原有分级桌桌架横杆上进行拼接,在烟叶定级过程中,定级人员翻动、分拣烟叶时,烟叶上的非烟物质在惯性和重力的作用下,自然穿过过滤装置掉落到地面上,实现在烟叶定级过程中同步过滤非烟物质,无需人为挑拣杂质,可有效减少非烟物质的混入量。
2.2数据分析
试验数据用SPSS 27.0软件和origin统计分析软件进行处理。
2.3装置设计
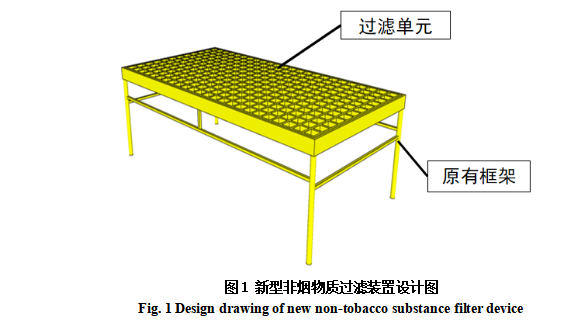
新型非烟物质过滤装置包括原有框架及新型过滤单元,设计稿如图1所示,根据整体设计思路,将改造后的新型过滤单元安装到原有框架上,对新型过滤单元的桌面改造方式、材质、孔径、连接方式等指标提出改造研发技术需求。
2.3.1 桌面改造方式
为满足设计需求,所选改造方式需满足最大负荷较高、使用年限较长、不易损坏等要求。经前期查阅资料研究比选,比较使用原有分级桌桌面改造加工及制作新型过滤单元替换原有桌面两种方式。
直接在原有桌面上直接加工,优点是简单、快捷、加工耗时短,可以马上实施并取得一定效果。缺点是因人工加工无法确保每张桌面精度与设计相符,加工后破坏了原有桌面结构,切面无保护,有腐蚀风险,最大负荷较低,可使用年限较短。
制作新型过滤单元替换原有桌面,优点是最大负荷较高,机械加工可确保每张桌面均匀一致,外观较为美观,可使用年限长。缺点是可借鉴经验较少,需自行设计,制作成本高,制作耗时较长。
通过对以上两种方式的有效性、可靠性及经济性进行优缺点综合评价,确定选取制作新型过滤单元替换原有桌面。
2.4试验设计
2.4.1试验材料
初烤烟叶,上部、中部、下部烟叶来源于金山烟叶站、广通烟叶站、高峰烟叶站、勤丰烟叶站本年度初烤烟叶;新型非烟物质过滤装置、普通分级桌。
2.4.2试验地点
金山烟叶站、广通烟叶站、高峰烟叶站、勤丰烟叶站、碧城烟叶站、恐龙山烟叶站、一平浪烟叶站。
2.4.3试验方法
设计三个试验,分别对比使用新型非烟物质过滤装置的广通、金山烟叶站和使用普通分级桌的碧城、勤丰、恐龙山、一平浪站对常见非烟物质的过滤效果,对烟叶中尘土的过滤效果、扬尘高度及粉尘浓度作出对比。
对烟叶中常见非烟物质的过滤效果:在两组10kg烟叶中放入50个的Ⅰ类、Ⅱ类、Ⅲ类非烟物质,分别进行10组定级操作后,检测非烟物质滤出数量,计算得出两种装置的过滤率,得出平均结果。
对烟叶中尘土的过滤效果:使用两种装置分别定级10kg的上部烟、中部烟和下部烟,分别进行10组定级操作后,收集滤出尘土重量进行称重,记录尘土重量,得出平均结果。
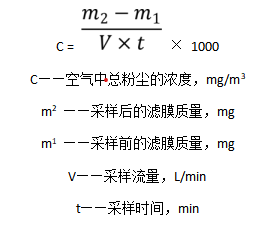
扬尘高度及粉尘浓度检测结果:采用滤膜称量法,使用规格为40mm,孔径0.3μm的玻璃纤维滤膜,根据前期对收购人员身高调查,发现助收人员身高集中在155-165cm区域,因此,本研究在两种装置旁160 cm高度处放置玻璃纤维滤膜,完成定级操作后,进行样品采集,并对滤膜进行干燥、称量,由滤膜增量和采气量计算空气中粉尘浓度,采用同样的方法,以1.5m为起始高度, 往上每 0.2m设置一条滤膜,共设6条,检测不同高度的粉尘浓度,对新型非烟物质过滤装在降低扬尘高度方面进行探索,粉尘浓度计算公式如下:
3结果与分析
3.1材质
为满足设计需求,所选过滤单元材质硬度需≥100HV、抗拉强度≥300Mpa、腐蚀速率≤0.05mm/年。经前期市场调研比选,比较8mm镀锌铁丝及304不锈钢薄壁管。304不锈钢薄壁管件激光焊接头的热影响区宽度约为20μm。TIG焊接与激光焊接的焊缝显微硬度值分别约为150、190HV[7]。8mm镀锌铁丝因镀锌工艺不同,维氏硬度在120-180HV之间。304不锈钢正交试验测得最佳工艺参数为焊接电流82A、脉冲宽度2.2ms、脉冲频率22 Hz,抗拉强度为579 MPa[8]。8mm镀锌铁丝抗拉强度约为350Mpa。304不锈钢薄壁管件在大气、轻度腐蚀介质等一般环境中腐蚀速率小于0.01mm/年,认为是“耐蚀”的。8mm镀锌铁丝在镀锌层未完全腐蚀穿透前基本不会生锈,但在锌层被腐蚀穿透后,铁丝基底腐蚀速率达0.1-0.3mm/年。
通过对以上两种材料的材质硬度、抗拉强度、腐蚀速率等参数进行对比,确定选择过滤单元材质为304不锈钢薄壁管。
3.2孔径
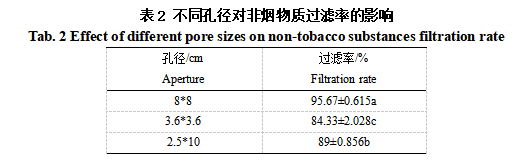
经前期市场调研比选,比较8*8cm、3.6*3.6cm及2.5*10cm孔径的304不锈钢薄壁管。为满足设计需求,所选过滤单元孔径大小需满足非烟物质过滤率需≥95%。
为了更好地对孔径大小影响非烟物质捡出情况进行量化,设计不同孔径非烟物质过滤效果实验,对3种孔径的304不锈钢薄壁管分别进行6次实验,每次实验分选200公斤烟叶,分别放入相同的Ⅰ级非烟物质10个、Ⅱ级非烟物质20个、Ⅲ级非烟物质20个,分级完成后确认滤出非烟物质数量及未过滤数量,根据非烟物质过滤效果及计算公式(非烟物质过滤率=∑(滤出数量/实验放入数量)*100%)得出过滤率,比较不同孔径对非烟物质过滤效果的影响。
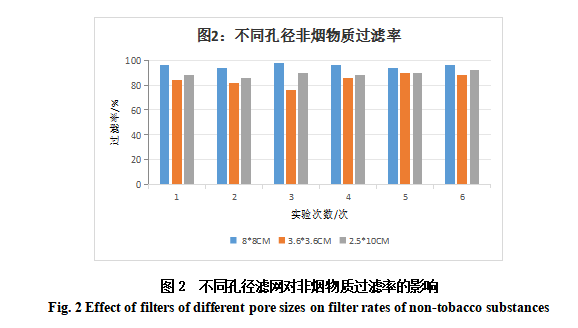
不同过滤单元孔径对非烟物质过滤率影响如表2所示。表明:8*8cm的过滤单元孔径过滤效果最佳。3.6*3.6cm及2.5*10cm孔径的非烟物质过滤率均显著低于8*8cm孔径(P<0.05)。

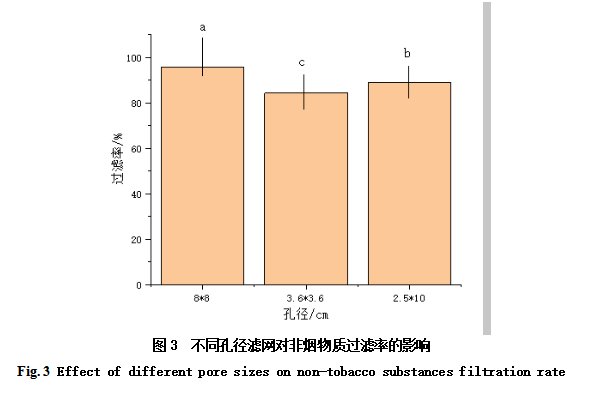
根据图3结果所示,非烟物质过滤率由高到低依次为8*8cm、2.5*10cm、3.6*3.6cm。三种孔径所得到的非烟物质过滤率间有显著性差异(P<0.05)。
本次试验三种不同孔径的非烟物质过滤率结果显示,孔径在8*8cm时非烟物质过滤率为最高值,因此,从非烟物质过滤率分析,其过滤单元孔径应选择8*8cm。
3.3连接方式
经前期调研比选,比较拼接、焊接、螺纹连接三种方式。为满足设计需求,新型分级桌连接处需满足可承受最大压强≥1000Pa,连接人工成本≤50元/张。
采用拼接方式,直接将加工好的新型过滤单元安装在原有框架上,针对拼接后的过滤单元在不同压强下形变情况进行测试,取分级桌尺寸为2.34*1.14m,实验结果如下。
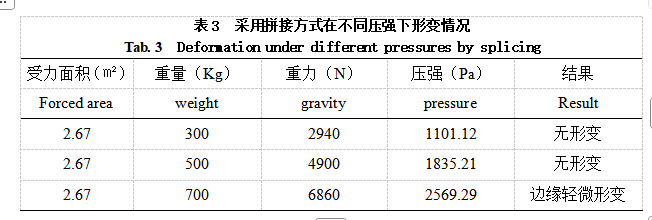
根据实验结果可知,采用拼接方式可以满足最大压强≥1000Pa的需求。拼接方式优点在于无人工成本,无安装耗时,且便利性较强,如遇到有非烟物质卡住时方便拆卸清理;缺点为可承受最大压强较低。
采用焊接方式,304不锈钢激光焊接接头的压强最高能达到为785.9 MPa。在高应力水平(350 MPa和500 MPa)下,疲劳断口由裂纹萌生区、裂纹扩展区和瞬时断裂区组成,焊缝具有优良的抗疲劳性能[9]。经前期市场询价,新型分级桌焊接人工成本约为80元/张。焊接方式优点为可承受最大压强较大,固定牢固;缺点为但人工成本较高、加工耗时长,安装便利性较差且无法拆卸。
采用螺纹连接方式,在轴向应力为120KN左右时,齿高为0. 6H的螺母的第1圈螺纹牙进入屈服状态; 轴向力为180KN左右时,齿高分别为0. 875H,0. 8H,0. 7H的3种螺母的第1圈螺纹牙才达到屈服状态[10]。螺纹连接根据螺纹公称直径不同,从M3.5到M20,应力截面积由7.8mm2到284mm2不等,在生活中M4及M5的螺纹连接在组装家具、桌椅等比较常见,此处取M5型号的螺纹连接应力截面积为16mm2,计算得到当轴向应力达到120KN时,最大压强达到7500Mpa。经前期市场询价,新型分级桌焊接人工成本约为80元/张。螺纹连接方式优点为可承受最大压强较大,固定较为牢固,可拆卸,人工成本、加工耗时适中;缺点为便利性一般,长期使用螺纹连接处有腐蚀或松动的风险。
通过对以上3种连接方式的可承受最大压强、经济性、优缺点综合评价,确定选择连接方式为拼接。
3.4非烟物质过滤效果
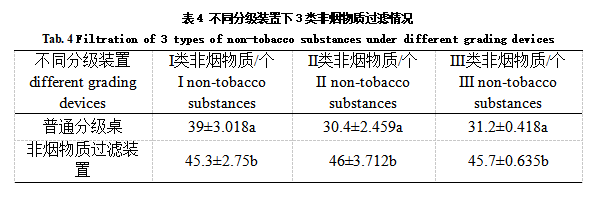
不同分级装置处理下,3类非烟物质过滤情况如表4所示,表明:采用了非烟物质过滤装置对I类、Ⅱ类、Ⅲ类非烟物质的过滤效果明显提高。使用普通分级桌时,3类非烟物质过滤效果较差,I类非烟物质平均过滤率达到78%,Ⅱ类、Ⅲ类非烟物质平均过滤率仅达到60%、62.4%,主要表现为麻绳、杂草、树叶、砂石混入。当采用了非烟物质过滤装置对烟叶进行定级时,I类、Ⅱ类、Ⅲ类非烟物质的过滤效果明显提高。普通分级桌组的I类、Ⅱ类、Ⅲ类非烟物质的过滤个数均显著低于处理组(P<0.05)。
3.5尘土过滤效果
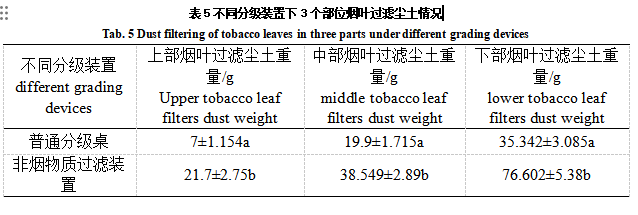
不同分级装置处理下,3个部位烟叶过滤尘土情况如表5所示,表明:采用了非烟物质过滤装置对3个部位烟叶中的尘土过滤效果明显提高。使用普通桌时,对3个部位烟叶中掺杂尘土的过滤效果较差,特别是中下部含土量较高的烟叶,仅过滤出平均为19.9g、35.34g重量的尘土,严重影响烟叶质量。当采用了非烟物质过滤装置对烟叶进行定级时,上部、中部、下部烟叶中尘土的过滤效果明显提高。普通分级桌组的上部、中部、下部烟叶中尘土的过滤效果均显著低于处理组(P<0.05)。
3.6粉尘控制效果
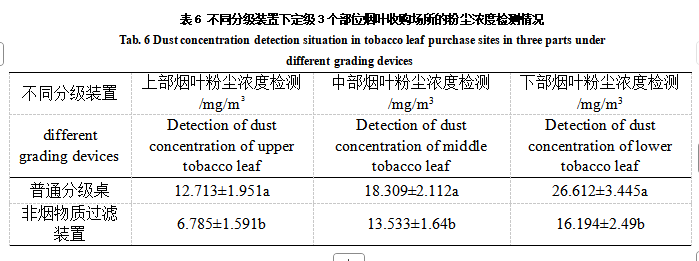
不同分级装置处理下,定级3个部位烟叶收购场所的粉尘浓度检测情况如表6所示,表明:采用了非烟物质过滤装置对收购场所的粉尘浓度控制情况明显提高。使用普通分级桌时,收购场所的粉尘浓度较高,空气质量差,特别是定级中下部含土量较高的烟叶时,粉尘浓度平均达到18.3mg/m3、26.612mg/m3,严重影响收购人员呼吸道及身体健康。当采用了非烟物质过滤装置对上部、中部、下部烟叶进行定级时,收购场所的粉尘浓度明显下降。普通分级桌组定级上部、中部、下部烟叶时收购场所的粉尘浓度均显著高于处理组(P<0.05)。
4讨论
4.1研发必要性
在烟叶生产收购中,非烟物质混入会影响烟叶质量与使用价值,烟叶附着的尘土(尤其下部烟叶)还会使收购场所粉尘浓度升高,危害人员健康。黄静等人研究表明,非烟物质危害大,如金属等会损坏设备,麻绳、塑料等燃烧产生的气体影响卷烟吸味、安全性及消费者健康,故控制非烟杂物很重要。
此前,山东临沂烟草有限公司的除尘净化分级桌和贵州省烟草公司的集尘式散叶分级桌,均以降低粉尘浓度和烟叶碎片为目的。但它们对金属物、塑料纤维等各类非烟物质的过滤仍需探索。
因此,本装置将分级桌桌面换为过滤网,可过滤Ⅰ类、Ⅱ类、Ⅲ类非烟物质,既能减少烟叶中非烟杂物含量,又能通过过滤尘土降低空气粉尘浓度,优化收购环境,保护人员健康。
4.2不足与改进方向
(1)当前装置的滤网为不锈钢方管,且网格由焊接方式连接,在使用过程中,方管的棱边和连接处的焊接点会造成烟叶破损,也会导致收购人员的手划伤。在后续改进中,我们会考虑将不锈钢方管更换为圆管,在焊点处进行细致打磨,保证光滑,以此降低对烟叶的损失,减少烟叶碎片量,同时也能避免划伤收购人员双手。
(2)缺少收集装置,非烟物质过滤到地面上需人工清扫,可在过滤装置下方设计收集装置,非烟杂物可通过滤网落入收集装置内,避免杂物堆积在地面上,影响收购环境卫生。
(3)为进一步提高该装置对非烟物质的过滤效果,可增加抽风机设备,非烟杂物通过风机作用进入收集装置,可大大提高过滤装置的过滤效果,更高效的降低粉尘浓度。
5结论
(1)本研究以控制非烟物质为方向,对普通分级桌进行了优化和改造,将原有分级桌桌面替换为不锈钢管滤网。
(2)在烟叶中放入50个非烟物质后使用新型过滤装置进行定级操作,分别平均过滤出I类、Ⅱ类、Ⅲ类非烟物质45.3个、46个、45.7个,显著高于普通分级桌;在分别定级10 kg上部烟、中部烟、下部烟后,新型过滤装置分别滤出尘土21.7 g、38.549 g、76.602 g,有效阻断二次扬尘污染源;使用新型装置定级上部烟、中部烟、下部烟后,收购场所粉尘浓度分别降低至6.785 mg/m3、13.533 mg/m3、16.19 mg/m3,改善了空气质量,实现了对收购环境的优化。
(3)进一步研究方向:使用不锈钢方管更换为圆管,在焊点处进行细致打磨,保证光滑,以此降低对烟叶的损失,减少烟叶碎片量,同时也能避免划伤收购人员双手。设置收集装置,非烟杂物可通过滤网落入收集装置内,避免杂物堆积在地面上,影响收购环境卫生。增加抽风机设备,非烟杂物通过风机作用进入收集装置,可大大提高过滤装置的过滤效果,更高效的降低粉尘浓度。
参考文献
[1]张长华,赵红枫,胡伟,等.烟叶原料中主要非烟物质的成因分析[J].中国烟草科学,2013-02:90-92.
[2] 刘垣. 烟叶打叶片复烤工艺与设备[M]. 郑州:河南科学技术出版社,2005.
[3] 刘垣. 烟叶打叶复烤工艺规范[M]. 北京:中国农业科学技术出版社,2002.
[4] 刘垣. 打叶烟叶质量检验[M]. 北京:中国农业科学技术出版社,2002.
[5] 国家烟草专卖局. GB 2635—1992 烤烟[S]. 北京:中国标准出版社,1992.
[6] 国家烟草专卖局. YC/T 147—2001 打叶烟叶 质量检验[S]. 北京:中国标准出版社,2001.
[7]陈勇,陆建华,徐育烺,等.不同焊接工艺下304不锈钢薄壁管件纵缝微观组织及力学性能研究 [J]. 热加工工艺,2022, 51(11):127-131.
[8]陈银银. 0.2 mm厚超薄不锈钢激光焊接焊缝抗拉强度分析 [J]. 南方农机, 2023, 54 (18): 142-144+164.
[9]吕光宙,马泽铭,许爱军,等.304不锈钢激光焊接接头组织性能及断裂机理研究 [J]. 精密成形工程, 2023, 15 (09): 74-82
[10]孟宪志,康红普. 锚杆螺纹与螺母联接力学特性的数值模拟研究 [J]. 煤矿开采, 2013, 18 (01): 54-57+49.
王文伦
云南省烟草公司楚雄州公司,云南楚雄
邹聪明
云南省烟草专卖局(公司)云南昆明
李蓉程之曦周涛 张馨元 李杰 贺丽 杨旸 杨佳雄 李志伟
云南省烟草公司楚雄州公司禄丰分公司云南禄丰
 冀公网安备 13010802000382号
冀公网安备 13010802000382号